

四柱液壓機是運用汽油泵運輸齒輪油的靜工作壓力生產加工金屬材料、塑膠、硫化橡膠、木料、粉末狀等商品的工業設備。文中詳細介紹了四柱液壓機對不一樣沖壓模具技術性的危害剖析
1.四柱液壓機精密度對沖交易裁加工工藝的危害。
在沖壓件加工中,從導軌滑塊下到控制模塊上的精密度和別的精密度會危害產品工件的精密度。關鍵難題:
(1)模座和型腔的平整度,即確保左右模的同舟。
(2)延展性緩存,冷沖壓完畢時負載為零,因為四柱液壓機的形變動能忽然將凸模插進型腔中,這類錘頭緩存是模貝損害的緣故。高精密冷沖壓時,形變量△很重要,應避免 或限定在最小限度。因而,四柱液壓機務必確保靜態數據高精密。尤其是C型框架液壓機因為張口形變,左右模貝中線非常容易大歪斜,平面度也相對誤差。歪斜使裁切面不一致,造成毛刺,顯著減少顯著減少。尤其是髙速自動沖孔機,沖孔機力是規律性反復的,假如剛度達不上一般四柱液壓機的2倍之上,各位置會造成出現異常的撓度值和形變,造成很大的噪聲和震動,沒法持續運行。這類工作務必應用A1級之上的四柱液壓機,小型液壓機務必應用A級。
對板厚0.5毫米下列的板才開展手工制作給料冷沖壓、一般維修或精細冷沖壓等,模貝空隙鐘頭,不應用A1級精密度的四柱液壓機難以長期性確保商品精密度。冷沖壓0.8~1.2毫米的板才時,模貝空隙大,平整度好得話,四柱液壓機的剛度會略微降低對構件的危害,應用B1級的四柱液壓機都沒有難題。原材料薄厚在1.6~2.4mm之上時,生產制造大批量不可以應用B2級四柱液壓機,模貝誤差對商品精密度和外型危害并不大。可是,生產加工3毫米之上的熱軋帶鋼時,沖壓模具工作壓力集中化負載功效于導軌滑塊。因而,四柱液壓機的剛度變成十分關鍵的要素,在應用c型四柱液壓機時,假如工作壓力不可以操縱在磅級的60%下列,不但會減少商品的品質,還會繼續對四柱液壓機的使用壽命造成非常大危害。
2.四柱液壓機精密度對彎折成形件的危害。
在彎折成形生產加工中,四柱液壓機靜態數據精密度的優劣對零配件的危害并不算太大,但四柱液壓機的剛度對零配件有一定的危害。為了更好地將反跳確定誤差操縱在小范疇內,使左右控制模塊安裝,校準彎折是非常好的方式,但控制模塊與控制模塊中間的板才薄厚有一定范疇的變化,抗拉強度和別的物理性能也產生變化,彎折力有時候會是最少工作壓力的好幾倍,液壓機機遇產生彈性變形
彎折成形生產加工一般選用A2級四柱液壓機,如對商品精密度尤其規定回彈力量嚴苛,板厚容許確定誤差小的錫青銅和別的金屬薄板件彎折,僅有選用A1級四柱液壓機才可以做到規定精密度。因而,商品材料薄厚的差別比四柱液壓機規格型號關鍵。假如二級精密度原材料在開展彎折成形的情況下精密度沒有很大的難題,那麼應用B2級四柱液壓機也是能夠獲得非常好的結果的。可是,那樣的板才有時候會滲入厚硬的原材料,使模貝負載。比如,四柱液壓機的剛度好,很有可能不容易形變,但模貝會毀壞或形變。
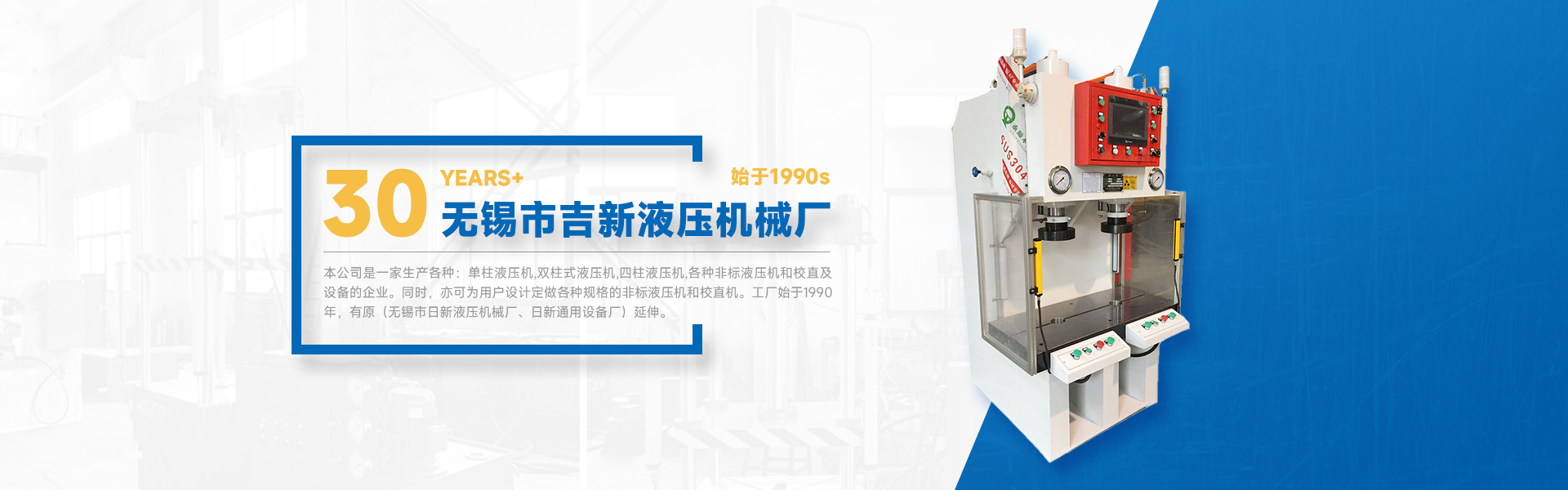
四柱液壓機具體拍攝。
3.四柱液壓機精密度對拉申件的危害。
在拉申、數次拉申生產加工中,板才進到型腔圓弧后,板才只有順著凸壓模入凹模,模座非常少變成擠壓情況,并且其生產加工工作壓力比下死點的磅級小得多,拉申力在導軌滑塊行程安排正中間到下死點的時間內持續功效,因而四柱液壓機的剛度對構件的危害不大商品壁厚不勻稱和突耳等別的缺陷關鍵受沖壓模具構造、規格和深度加工水平的危害。模座一樣根據導向性進到型腔時,四柱液壓機平整度費力羅,對零件精密度的危害也并不大,一般應用B2級四柱液壓機就能符合要求。
殊不知,很多四柱液壓機的導軌滑塊行程安排較長,在精確測量導軌滑塊的平整度值時,該精確測量值較小,但一部分四柱液壓機的導軌滑塊呈8字形或矩形框,在薄生產加工或鋁等柔性線路板的拉生產加工中,假如商品外壁薄厚不一樣或超出一般突耳,則會出現墻面高寬比不一樣的狀況,提升商品的不合格率。小型液壓機導軌滑塊出現這類狀況,細心碾磨也可以處理,但大中型四柱液壓機務必溶解開展機械加工制造維修。